Amit tudni kell a horganyzott acélról

Amikor horganyzott acélról beszélünk, minden olyan acéltermékre utalunk, amelyet védő cinkréteggel vonnak be. Ennek fő szerepe az anyag korrózió elleni védelme az idő múlásával
Ez a fajta védelem széles körben alkalmazott az iparban, fémszerkezeteknél és különböző műszaki alkalmazásokban. Az anyag tartóssága ezekben a felhasználási területeken alapvető fontosságú.
A cink felvitelével az acél idővel fokozott korrózióállóságot kap. Ez az ellenállás még nehéz üzemeltetési körülmények között is megmarad.
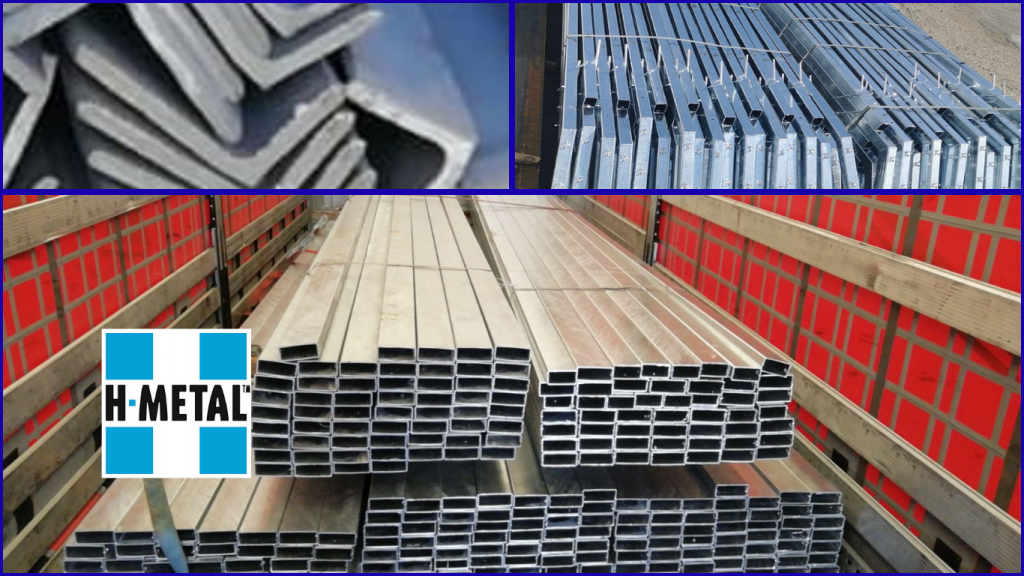
Horganyzott acél alatt a fémtermékek nagyon széles körét értjük, amelyeket különböző ipari területeken használnak. Ezek közé tartozik a horganyzott lemez, a horganyzott profilok és az összeszerelésekhez használt kisebb fém alkatrészek.
Ebbe a kategóriába tartoznak a gyakran használt I, H, C, U, négyzet, kör és sarok profilok. Ide tartoznak továbbá a csavarok, bilincsek, karimák és egyéb kötőelemek.
Elvben szinte minden acélból készült anyag bevonható védő cinkréteggel. Ez csak akkor lehetséges, ha az anyagot megfelelően előkészítik.
A horganyzás típusának megválasztása mindig a végtermék felhasználási módjától függ. Számít a beépítési környezet és a projekt műszaki követelményei is.
Az igényektől függően választható elektrolitikus horganyzás vagy tűzihorganyzás. Mindegyik módszer sajátos jellemzőkkel, előnyökkel és korlátokkal rendelkezik.
Horganyzott acélról és horganyzási módszerek
A horganyzott acélról esetében két fő módszer létezik a védő cinkréteg felvitelére. Ezeket a módszereket a termékek műszaki követelményei szerint alkalmazzák.
Az alkalmazott horganyzási módszerek az elektrolitikus horganyzás és a tűzihorganyzás. Minden módszert az alkalmazás és az alkatrészek típusa alapján választanak ki.
Az elektrolitikus horganyzás vékony és egyenletes cinkréteg felvitelét jelenti az alkatrészek felületére. Ezt a módszert különösen olyan alkatrészeknél alkalmazzák, amelyeket össze kell szerelni, menetelni vagy pontosan kell beépíteni.
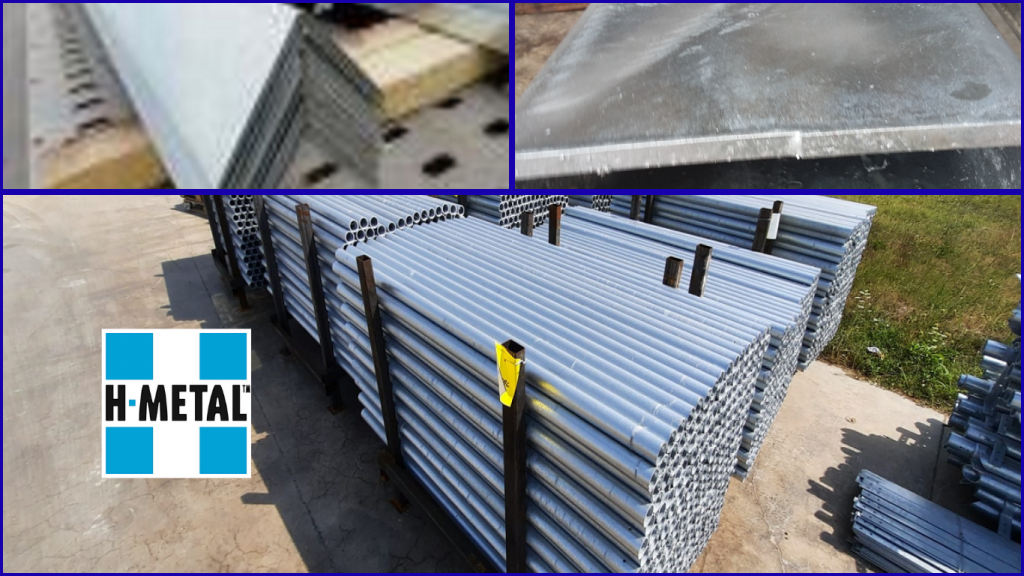
A tűzihorganyzás az alkatrészek olvadt cinkfürdőbe történő merítését jelenti. Ez a módszer biztosítja a legjobb korrózió elleni védelmet.
Ugyanakkor a tűzihorganyzás bizonyos esztétikai és szerkezeti korlátokkal jár az alkatrészek formájától függően. Ezeket a szempontokat figyelembe kell venni a tervezés során.
A megfelelő horganyzási módszer kiválasztása alapvető fontosságú az acéltermékek lehető leghosszabb élettartamának biztosításához. Emellett megelőzi a későbbi használat során jelentkező problémákat.
Az elektrolitikus horganyzás jellemzői
Az elektrolitikus horganyzás elektrolízissel, környezeti hőmérsékleten történik. Ebben a folyamatban nincs szükség a cinkfürdő melegítésére.
A horganyzandó termék katódként működik a folyamat során. A cink anódként működik az elektromos áram alkalmazása közben.
Az elektromos áram bevezetésével egy cinkréteg egyenletesen rakódik le az alkatrész felületén. Ez a folyamat jó kontrollt tesz lehetővé a bevonat kialakításában.
Az elektrolitikus horganyzással kapott réteg vékony és egyenletes az egész felületen. A réteg vastagsága szabályozható az alkatrészek fürdőben töltött idejével.
Általában a cinkréteg vastagsága 7 és legfeljebb 25 mikron között változik. Ez esztétikailag kellemes megjelenést biztosít.
Ugyanakkor az elektrolitikus horganyzás jó méretpontosságot biztosít a kezelt alkatrészeknek. Ez a jellemző fontos az összeszerelési elemeknél.
Ez a módszer előnyös kötőelemek, csavarok, karimák és olyan alkatrészek esetében, amelyeknél szabályozott cinkréteg szükséges.
Fontos előny, hogy az alkatrészek nem deformálódnak, mivel a folyamat normál hőmérsékleten zajlik. Az alkatrészek eredeti formája megmarad.
A fő hátrány az alacsonyabb korrózióvédelem a tűzihorganyzáshoz képest. Ez a szempont korlátozza a használatot agresszív környezetben.
A tűzihorganyzás jellemzői, hátrányai és követelményei
A tűzihorganyzás során a cinket az olvadáspont fölé melegítik, a cinkfürdő hőmérséklete körülbelül 450–460 fok. Az alkatrészeket teljesen bemerítik az olvadt cinkbe, miután előzetesen egy kémiai tisztítási és zsírtalanítási folyamaton mentek keresztül.
A horganyzás előtt minden zsír, festék, szennyeződés vagy műhelykréta nyomát el kell távolítani. Ha ezek a szennyeződések az alkatrészek felületén maradnak, a cink nem tapad megfelelően, és a védelem sérül.
A tűzihorganyzás során az alkatrészek 50 és 150 mikron közötti vastagságú védő cinkréteget kapnak. Ez a vastagság nagy ellenállást biztosít.
Ez a módszer biztosítja a legjobb korrózió elleni védelmet a kohászati termékek számára. A leghatékonyabb megoldásnak tekintik.
Fontos hátrány a nagy és lapos alkatrészek elcsavarodásának lehetősége. Ezt a kockázatot figyelembe kell venni a tervezés során.
Emellett a kapott réteg esztétikai szempontból nem egyenletes. Megjelenhetnek lefolyások, cseppek vagy színkülönbségek .
Lehűlés után ezek a különbségek láthatóvá válhatnak a horganyzott alkatrészek felületén. Az esztétikai megjelenés kevésbé szabályozható.
Ha a tűzihorganyzott alkatrészeket később festeni kell, felületkezelés szükséges. Ez alapvető az elektrosztatikus festésnél, ahol minden hiba láthatóvá válik.
Élettartam, garancia és üzemeltetési feltételek
A tűzihorganyzott acéltermékek élettartama normál üzemeltetési körülmények között körülbelül 25 év.
Ez az időtartam vegyi szennyezés nélküli és sóhatástól mentes környezetre érvényes.
Vegyileg szennyezett környezetben az első korróziós jelek körülbelül 10 év után jelenhetnek meg.
Sós környezetben az első rozsdásodás jelei általában 12-14 év után jelennek meg, a vegyi szennyezés agresszívebb, mint a sós környezet.
Az elektrolitikusan horganyzott acélról élettartama rövidebb, és közvetlenül függ az alkalmazott cinkréteg vastagságától.
Normál beltéri körülmények között, túlzott nedvesség vagy agresszív tényezők nélkül, a védelem hosszabb ideig megmarad.
Kültéren vagy nehéz környezetben azonban a korrózió gyorsabban megjelenhet az alkatrészek felületén.
Az elektrolitikus horganyzást főként kis alkatrészeknél és kötőelemeknél alkalmazzák, ahol a pontosság fontos.
Ez a módszer nem ajánlott közvetlenül esőnek, nedvességnek vagy agresszív vegyi anyagoknak kitett szerkezetekhez.

Üzemeltetési feltételek és a horganyzás korlátai
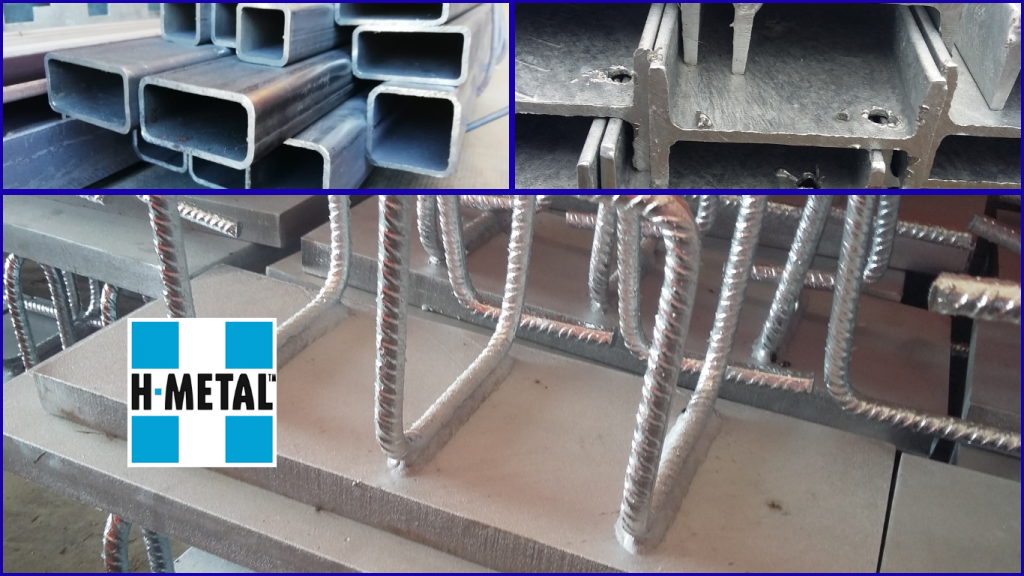
A tűzihorganyzáshoz az alkatrészeket akasztó- és szellőzőnyílásokkal kell ellátni. Ez a folyamat biztonsága érdekében szükséges.
A zárt csövekből vagy profilokból készült szerkezetek megfelelő szellőzést igényelnek. A hermetikusan zárt szerkezetek nem horganyozhatók.
Fennáll a repedés vagy robbanás veszélye az olvadt cinkfürdőben. Ez a kockázat szellőzés hiányában jelentkezik.
Bármilyen mechanikai beavatkozás a horganyzott alkatrészeken, például vágás, hegesztés vagy hajlítás, a védőréteg károsodásához vezet és megszünteti a garanciát.
A cinkben gazdag spray-vel vagy festékkel végzett javítások nem állítják helyre az eredeti védelmet. A tűzihorganyzás nem állítható helyre helyileg.
A javított területeken jelenik meg először a rozsda az idő múlásával. Ez csökkenti a termék élettartamát.
A horganyzott acél az egyik leghatékonyabb megoldás a korrózió elleni védelemre. A tűzihorganyzás a leghatékonyabb módszer.
A műszaki követelmények betartása és a megfelelő módszer kiválasztása alapvető fontosságú. Ezek biztosítják a maximális élettartamot.
Amennyiben horganyzott, korrózió ellen védett termékekre van szüksége, várjuk megkeresését. Ezek elküldhetők emailben az office@h-metal.ro címre vagy WhatsAppon a 0749249007 számra.
