Ce trebuie sa stii despre un otel zincat

Cand vorbim despre otel zincat, ne referim la orice produs din otel care este acoperit cu un strat protector de zinc. Rolul principal este protejarea materialului impotriva coroziunii in timp.
Acest tip de protectie este utilizat pe scara larga in industrie, constructii metalice si aplicatii tehnice diverse. Durabilitatea materialului este esentiala in aceste domenii de utilizare.
Prin aplicarea zincului, otelul capata in timp o rezistenta coroziva crescuta. Aceasta rezistenta se mentine chiar si in conditii dificile de exploatare.
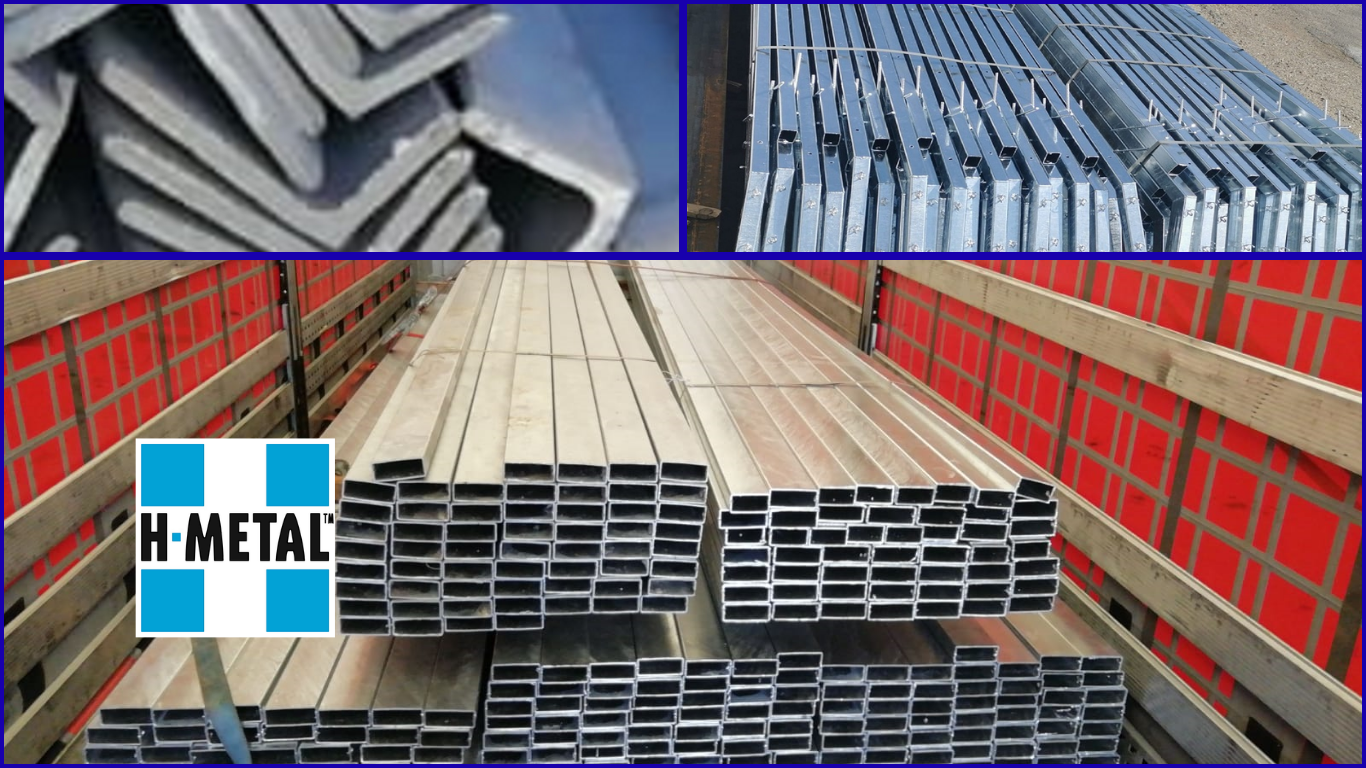
Prin otel zincat intelegem o gama foarte larga de produse metalice utilizate in diverse domenii industriale. Acestea includ tabla zincata, profile zincate si piese metalice mici utilizate in asamblari.
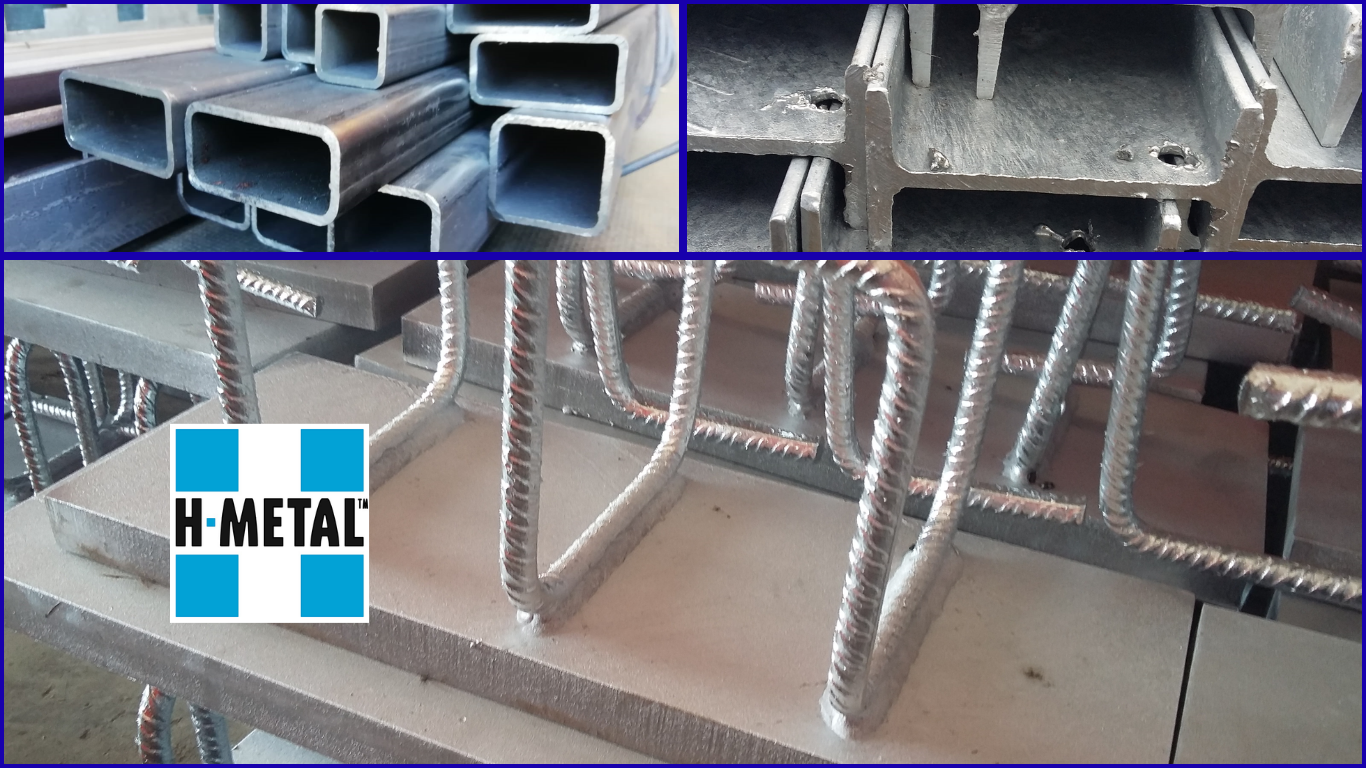
In aceasta categorie intra profilele tip I, H, C, U, patrat, rotund si cornier utilizate frecvent. De asemenea, sunt incluse suruburi, cleme, flanse si alte organe de asamblare.
In principiu, aproape orice material fabricat din otel poate fi acoperit cu un strat protector de zinc. Acest lucru este posibil doar daca materialul este pregatit corespunzator.
Alegerea tipului de zincare depinde intotdeauna de modul de utilizare al produsului final. De asemenea, conteaza mediul de montaj si cerintele tehnice ale proiectului.
In functie de necesitati, se poate opta pentru zincare electrolitica sau zincare la cald. Fiecare metoda are caracteristici, avantaje si limitari specifice.
Otel zincat si metodele de zincare
In cazul otelului zincat, exista doua metode principale de aplicare a stratului protector de zinc. Aceste metode sunt utilizate in functie de cerintele tehnice ale produselor.
Metodele de zincare utilizate sunt zincarea electrolitica si zincarea la cald. Fiecare metoda este aleasa in functie de aplicatie si tipul pieselor.
Zincarea electrolitica presupune depunerea unui strat subtire si uniform de zinc pe suprafata pieselor. Aceasta metoda este folosita in special pentru piese care trebuie imbinate, infiletate sau montate cu precizie.
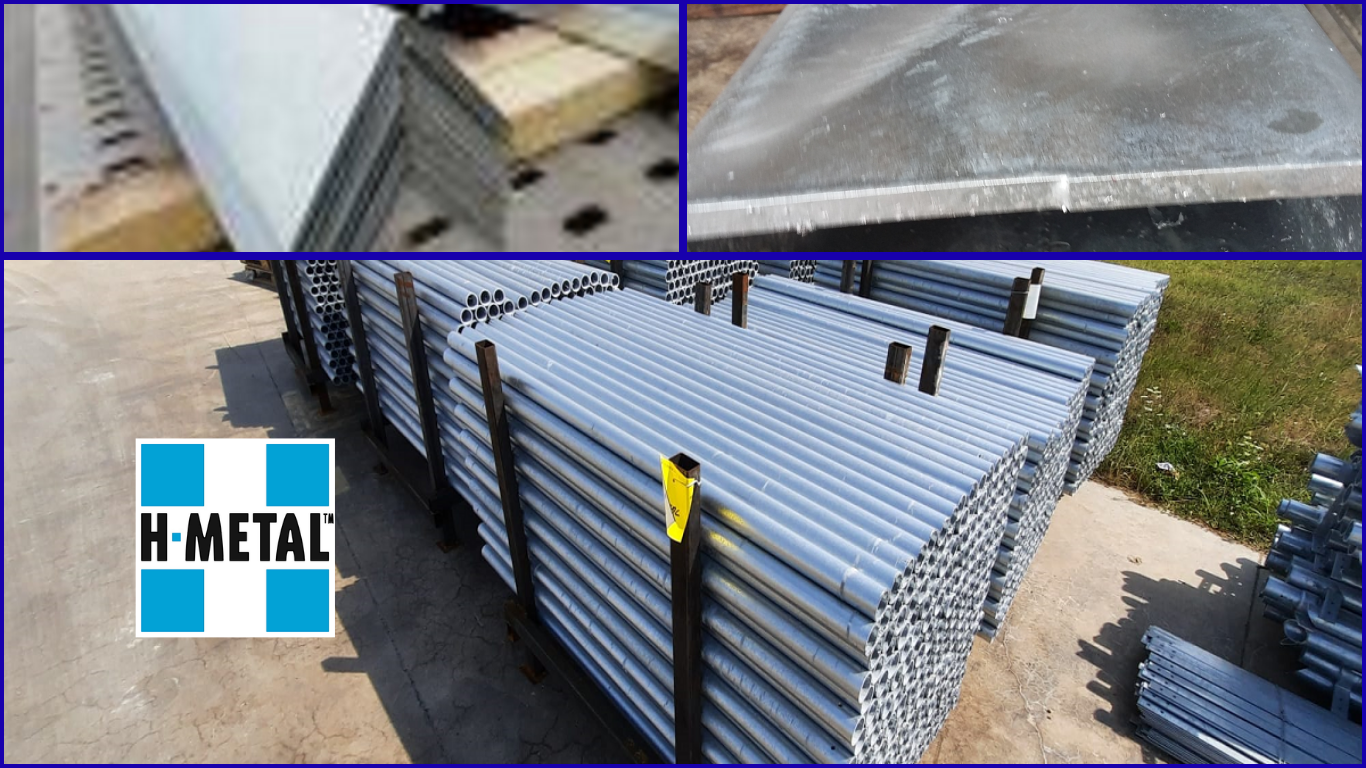
Zincarea la cald presupune scufundarea pieselor intr-o baie de zinc topit. Aceasta metoda ofera cea mai buna protectie impotriva coroziunii.
Totusi, zincarea la cald prezinta anumite limitari estetice si constructive in functie de forma pieselor. Aceste aspecte trebuie luate in considerare la proiectare.
Alegerea metodei corecte de zincare este esentiala pentru a asigura o durata de viata cat mai mare a produselor din otel. De asemenea, previne aparitia problemelor in exploatarea ulterioara.
Caracteristici ale zincarii electrolitice
Zincarea electrolitica se realizeaza printr-un proces de electroliza la temperatura ambientala. In acest proces nu este necesara incalzirea baii de zinc.
Produsul care urmeaza sa fie zincat functioneaza ca un catod in proces. Zincul actioneaza ca anod in timpul aplicarii curentului electric.
Prin introducerea curentului electric, un strat de zinc se depune uniform pe suprafata piesei. Acest proces permite un control bun al depunerii.
Stratul obtinut prin zincare electrolitica este subtire si uniform pe intreaga suprafata. Grosimea stratului poate fi controlata prin timpul de mentinere a pieselor in baie.
In mod obisnuit, grosimea stratului de zinc variaza intre 7 si maxim 25 microni. Acest lucru asigura un aspect estetic placut.
Totodata, zincarea electrolitica ofera o buna precizie dimensionala pieselor tratate. Aceasta caracteristica este importanta pentru piese de asamblare.
Aceasta metoda este preferata pentru organe de asamblare, suruburi, flanse si piese care necesita un strat controlat de zinc.
Un avantaj important este faptul ca piesele nu se deformeaza, deoarece procesul se desfasoara la temperatura normala. Forma initiala a pieselor este pastrata.
Dezavantajul major il reprezinta protectia mai redusa impotriva coroziunii, comparativ cu zincarea la cald. Acest aspect limiteaza utilizarea in medii agresive.
Caracteristici, dezavantaje si cerinte ale zincarii la cald
Zincarea la cald presupune incalzirea zincului peste punctul de topire, baia de zinc avand o temperatura de aproximativ 450–460 grade. Piesele sunt scufundate complet in zinc topit, dupa ce in prealabil au trecut printr-un proces chimic de curatare si degresare.
Inainte de zincare, toate urmele de grasimi, vopsea, murdarie sau creta de atelier trebuie indepartate. Daca aceste impuritati raman pe suprafata pieselor, zincul nu va adera corespunzator, iar protectia va fi compromisa.
Prin zincarea la cald, piesele primesc un strat protector de zinc cu o grosime cuprinsa intre 50 si 150 microni. Aceasta grosime asigura o rezistenta ridicata.
Aceasta metoda ofera cea mai buna protectie impotriva coroziunii pentru produsele metalurgice. Este considerata cea mai eficienta solutie existenta.
Un dezavantaj important este posibilitatea aparitiei torsionarii pieselor mari si plate. Acest risc trebuie avut in vedere la proiectare.
De asemenea, stratul obtinut nu este uniform din punct de vedere estetic. Pot aparea scursuri, turturi sau diferente de culoare .
Dupa racire, aceste diferente pot deveni vizibile pe suprafata pieselor zincate. Aspectul estetic este mai putin controlabil.
In cazul in care piesele zincate la cald urmeaza sa fie ulterior vopsite, este necesara finisarea suprafetei. Acest lucru este esential pentru vopsirea in camp electrostatic, unde orice defect devine vizibil.
Durata de viata, garantie si conditii de exploatare
Durata de viata a produselor din otel zincat la cald este, in conditii normale de exploatare, de aproximativ 25 de ani.
Aceasta durata este valabila pentru medii fara poluare chimica si fara influenta salina.
In medii poluate chimic, primele semne de coroziune pot aparea dupa aproximativ 10 ani.
In mediile saline, primele semne de rugina apar, de regula, dupa 12-14 ani, poluarea chimica fiind mai agresiva decat mediul salin.
Durata de viata a produselor din otel zincat electrolitic este mai redusa si depinde direct de grosimea stratului de zinc aplicat.
In conditii normale de interior, fara umiditate excesiva sau factori agresivi, protectia se mentine o perioada buna de timp.
In schimb, in exterior sau in medii dificile, coroziunea poate aparea mai rapid pe suprafata pieselor.
Zincarea electrolitica este utilizata in special pentru piese mici si organe de asamblare unde precizia este importanta.
Aceasta metoda nu este recomandata pentru structuri expuse direct la ploaie, umiditate sau substante chimice agresive.

Conditii de exploatare si limitari ale zincarii
Pentru zincarea la cald, piesele trebuie prevazute cu gauri de agatare si aerisire. Acest lucru este necesar pentru siguranta procesului.
Structurile realizate din tevi sau profile inchise necesita aerisire corespunzatoare. Structurile inchise ermetic nu pot fi zincate.
Exista risc de fisurare sau explozie in baia de zinc topit. Acest risc apare in lipsa aerisirii.
Orice interventie mecanica asupra pieselor zincate, precum taierea, sudarea sau indoirea, duce la deteriorarea stratului protector si exclude garantia.
Reparatiile cu spray bogat in zinc sau vopsea nu refac protectia originala. Zincarea la cald nu poate fi refacuta local.
Zonele reparate vor fi primele in care apare rugina in timp. Acest lucru reduce durata de viata a produsului.
Otelul zincat reprezinta una dintre cele mai eficiente solutii pentru protectia impotriva coroziunii. Zincarea la cald este cea mai performanta metoda.
Respectarea cerintelor tehnice si alegerea corecta a metodei sunt esentiale. Acestea asigura obtinerea unei durate de viata maxime.
In cazul in care aveti nevoie de produse zincate, protejate impotriva coroziunii, va asteptam cererile. Acestea pot fi transmise prin email la office@h-metal.ro sau pe WhatsApp la 0749249007.
