What you need to know about galvanized steel

When we talk about galvanized steel, we refer to any steel product that is coated with a protective layer of zinc. The main role is to protect the material against corrosion over time.
This type of protection is widely used in industry, metal constructions and various technical applications. The durability of the material is essential in these fields of use.
By applying zinc, the steel gains increased corrosion resistance over time. This resistance is maintained even in difficult operating conditions.
By galvanized steel we understand a very wide range of metal products used in various industrial fields. These include galvanized sheet, galvanized profiles and small metal parts used in assemblies.
This category includes I, H, C, U, square, round and angle profiles frequently used. Also included are bolts, clamps, flanges and other fastening elements.
In principle, almost any material made of steel can be coated with a protective layer of zinc. This is possible only if the material is properly prepared.
The choice of the type of galvanizing always depends on how the final product will be used. The installation environment and the technical requirements of the project also matter.
Depending on needs, one can choose electroplating or hot-dip galvanizing. Each method has specific characteristics, advantages and limitations.
Galvanized steel and galvanizing methods
In the case of galvanized steel, there are two main methods of applying the protective zinc layer. These methods are used depending on the technical requirements of the products.
The galvanizing methods used are electroplating and hot-dip galvanizing. Each method is chosen depending on the application and the type of parts.
Electroplating involves depositing a thin and uniform layer of zinc on the surface of the parts. This method is especially used for parts that need to be joined, threaded or assembled with precision.
Hot-dip galvanizing involves immersing the parts in a bath of molten zinc. This method offers the best protection against corrosion.
However, hot-dip galvanizing has certain aesthetic and construction limitations depending on the shape of the parts. These aspects must be considered during design.
Choosing the correct galvanizing method is essential to ensure the longest possible service life of steel products. It also prevents problems during later use.
Characteristics of electroplating
Electroplating is carried out through an electrolysis process at ambient temperature. In this process, heating the zinc bath is not necessary.
The product to be galvanized acts as a cathode in the process. Zinc acts as the anode during the application of electric current.
By introducing electric current, a layer of zinc is uniformly deposited on the surface of the part. This process allows good control of the coating.
The layer obtained through electroplating is thin and uniform over the entire surface. The thickness of the layer can be controlled by the time the parts remain in the bath.
Usually, the thickness of the zinc layer varies between 7 and a maximum of 25 microns. This ensures a pleasant aesthetic appearance.
At the same time, electroplating offers good dimensional precision to the treated parts. This characteristic is important for assembly parts.
This method is preferred for fastening elements, bolts, flanges and parts that require a controlled zinc layer.
An important advantage is that the parts do not deform, since the process takes place at normal temperature. The original shape of the parts is preserved.
The major disadvantage is the lower corrosion protection compared to hot-dip galvanizing. This aspect limits use in aggressive environments.
Characteristics, disadvantages and requirements of hot-dip galvanizing
Hot-dip galvanizing involves heating zinc above its melting point, the zinc bath having a temperature of approximately 450–460 degrees. The parts are fully immersed in molten zinc, after previously going through a chemical cleaning and degreasing process.
Before galvanizing, all traces of grease, paint, dirt or workshop chalk must be removed. If these impurities remain on the surface of the parts, the zinc will not adhere properly, and the protection will be compromised.
Through hot-dip galvanizing, the parts receive a protective zinc layer with a thickness between 50 and 150 microns. This thickness ensures high resistance.
This method offers the best protection against corrosion for metallurgical products. It is considered the most efficient existing solution.
An important disadvantage is the possibility of torsion of large and flat parts. This risk must be considered during design.
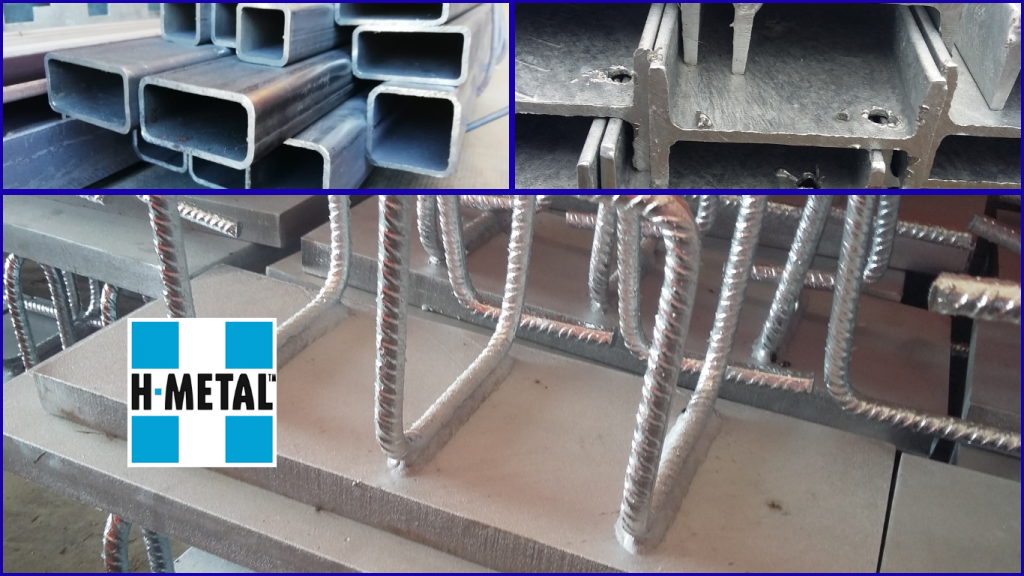
Also, the obtained layer is not uniform from an aesthetic point of view. Drips, spikes or color differences may appear .
After cooling, these differences may become visible on the surface of galvanized parts. The aesthetic appearance is less controllable.
If hot-dip galvanized parts are to be painted afterwards, surface finishing is required. This is essential for electrostatic coating, where any defect becomes visible.
Service life, warranty and operating conditions
The service life of hot-dip galvanized steel products is, under normal operating conditions, approximately 25 years.
This duration is valid for environments without chemical pollution and without saline influence.
In chemically polluted environments, the first signs of corrosion may appear after approximately 10 years.
In saline environments, the first signs of rust usually appear after 12-14 years, chemical pollution being more aggressive than the saline environment.
The service life of electroplated galvanized steel products is lower and depends directly on the thickness of the applied zinc layer.
Under normal indoor conditions, without excessive humidity or aggressive factors, the protection is maintained for a good period of time.
However, outdoors or in difficult environments, corrosion may appear faster on the surface of the parts.
Electroplating is mainly used for small parts and fastening elements where precision is important.
This method is not recommended for structures directly exposed to rain, humidity or aggressive chemical substances.

Operating conditions and limitations of galvanizing
For hot-dip galvanizing, the parts must be provided with hanging and venting holes. This is necessary for process safety.
Structures made of pipes or closed profiles require proper venting. Hermetically closed structures cannot be galvanized.
There is a risk of cracking or explosion in the molten zinc bath. This risk occurs in the absence of venting.
Any mechanical intervention on galvanized parts, such as cutting, welding or bending, leads to damage of the protective layer and voids the warranty.
Repairs with zinc-rich spray or paint do not restore the original protection. Hot-dip galvanizing cannot be restored locally.
Repaired areas will be the first where rust appears over time. This reduces the service life of the product.
Galvanized steel represents one of the most efficient solutions for protection against corrosion. Hot-dip galvanizing is the most effective method.
Compliance with technical requirements and the correct choice of method are essential. These ensure obtaining maximum service life.
If you need galvanized products, protected against corrosion, we are waiting for your requests. These can be sent by email to office@h-metal.ro or on WhatsApp at 0749249007.
